- Каталоги и брошюры: разновидности и особенности
- Виды печати брошюр и производства каталогов
- Минимальные тиражи при печати каталогов / брошюр
- Сроки изготовления каталогов
- Параметры, необходимые для расчета стоимости изготовления каталога, печати брошюры
- Оптимальные форматы (размеры) каталогов / брошюр
- Расчет количества страниц для изготовления каталога / брошюры
- Минимальные требования к оригинал-макету
- Термины и понятия
- Всё о каталогах (размеры, виды переплета, виды обложек, типы бумаги, оптимальные тиражи и т.д.)
КАТАЛОГИ И БРОШЮРЫ: РАЗНОВИДНОСТИ И ОСОБЕННОСТИ
- Брошюра
- Рекламная брошюра; Рекламный проспект
- Брошюра на скрепке
- Брошюра на евроскобе (евро-скрепке)
- Брошюра на пружине
- Каталог
- Рекламный каталог
- Каталог на КБС
- Каталог на КШС
- Каталог на ПРУЖИНЕ
БРОШЮРЫ
Согласно полиграфическому словарю под редакцией Николая Дубины, под брошюрой понимают (от фр. brochure — сшивать): непериодическое текстовое книжное издание малого объема (свыше 4, но не более 48 страниц, соединенных между собой при помощи шитья скрепкой или ниткой) в мягкой обложке.
Практика показывает, что объем брошюры может достигать и 112 страниц, при условии, что применяется тонкая офсетная или мелованная бумага до 70 г/м2. В этом случае, надо отчетливо понимать, что при таком количестве страниц, корешок брошюры будет «пухлым». Конечно, специальные прессы несколько снижают «пухлость» в корешке брошюры, но полностью избавиться от этого эффекта не удастся. В связи с этим, мы настоятельно рекомендуем не заказывать печать брошюр на скрепке объемом более 64 страниц, а при количестве страниц от 32 и выше не использовать бумагу плотнее 150 г/м2.
РЕКЛАМНЫЕ БРОШЮРЫ и РЕКЛАМНЫЙ ПРОСПЕКТ
Рекламные брошюры можно выделить как отдельную разновидность и понимать под ними надо любое многостраничное непериодическое издание рекламно-информационного характера. Рекламный характер содержания и есть главное отличие от художественных и публицистических произведений.
Если изготовление рекламных брошюр нацелено на рекламирование товаров и услуг компании, то производство рекламных проспектов нацелено на информирование потенциальных клиентов о самой компании и носит больше представительские функции.
Как правило, рекламный проспект отличается небольшим объемом страниц и его главная цель — красочно и лаконично разрекламировать какую-то отдельную позицию из всего товарного ряда компании. Такого рода рекламные проспекты содержат более подробную информацию о товаре или услуге, снабжены схемами, подробным описанием принципа действия т.д.
Также рекламный проспект может быть посвящен описанию самой компании с целью повышения имиджа, степени доверия к ней и создания положительного образа в глазах потенциальных партнеров. С этой целью рекламные проспекты наполняют соответствующей информацией – историей образования и развития, занимаемой долей рынка, графиками роста объемов продаж или капитализации и т.д.
Изготовление брошюр и производство рекламных проспектов отличается по виду скрепления в связи, с чем можно выделить следующие подвиды:
БРОШЮРЫ НА СКРЕПКЕ
БРОШЮРЫ НА СКРЕПКЕ — классическое изготовление брошюры осуществляется скреплением блока и обложки в накидку на 2-е скрепки, реже на 3 и 4 скобы. Такой вид переплета наиболее быстрый и экономичный. Брошюра на скрепке отличается хорошей раскрываемостью блока, прочностью переплета и длительностью жизненного цикла эксплуатации.
БРОШЮРЫ НА ЕВРОСКРЕПКЕ
БРОШЮРА НА ЕВРОСКРЕПКЕ (с фигурной скрепкой), отличается от предыдущего вида формой самой скобы. Технологически такое производство брошюры осуществляется специальной установленной головкой на брошюровочной машине и также в накидку на 2-е евроскобы, реже на 3 и 4 евроскрепки, в зависимости от возможности оборудования и возможности установки насадок.
За счет специальной головки мы и получаем фигурную скобу на внешней стороне корешка брошюры, из-за чего такие изделия еще называют брошюра с фигурной скрепкой. Потребительские свойства по раскрываемости и длительности использования брошюры с фигурными скобами практически не отличается от предыдущего вида, но имеет ряд преимуществ и достоинств, а именно возможности их подшивания в папки-регистраторы или папки-скоросшиватели.
Таким образом, изготовление брошюр с фигурными скрепками только тогда оправдано, когда предполагается их дальнейшее накопление в папках-регистраторах.
БРОШЮРЫ НА ПРУЖИНЕ
БРОШЮРЫ НА ПРУЖИНЕ скрепляются не на скобы, а на пружину типа Wire-O, для чего в корешковой зоне предварительно пробиваются отверстия под навивку пружины. Сами отверстия могут быть как круглыми, так и квадратными и зависят от типа брошюровочно-навивочной машины.
Брошюра на пружинке также имеет хорошую раскрываемость в блоке, долго служит в работе и самое главное, не «пухлит» в корешке даже при большом количестве страниц плотной бумаги. Заказывать брошюры на пружинке целесообразно, когда тираж издания не превышает 50 – 200 шт., а количество страниц в блоке превышает 48 страниц и при этом требуется использовать плотную бумагу свыше 170 г/м2.
КАТАЛОГ
Согласно энциклопедии Википедии, каталог — это список или опись чего-либо.
Каталог — перечень товаров с их описанием, применяемый для продажи товаров.
По словарю под редакцией Ефремовой, каталог:
- Список, перечень книг, рукописей, картин, музейных экспонатов и т.п., составленный в определенном порядке; справочное издание, содержащее такой список.
- Систематизированный перечень объектов изучения какой-либо отрасли науки с указанием их характеристик; справочное издание, содержащее такой перечень.
На практике, под каталогом обычно понимают толстое рекламное полиграфическое изделие объемом не менее 48 стр. с клеевым, ниткошвейным переплетом или на пружинке.
РЕКЛАМНЫЕ КАТАЛОГИ
Рекламные каталоги в объеме могут достигать 992 страниц, при условии, что применяется тонкая офсетная или мелованная бумага до 70 г/м2. Чем плотнее бумага в блоке, тем желательно меньше должно быть страниц.
Рекламный каталог – рекламно-полиграфическое не периодическое издание, в котором представлена информация о товарах и услугах производителя или продавца. Рекламные каталоги отличаются четкой систематизацией в подаче информации, которая представлена в виде фотографий, картинках, схем, таблиц и краткого описания характеристик товаров или услуг.
Изготовление рекламного каталога нацелено на информирование потенциальных потребителей со всей выпускаемой продукцией фирмы с целью продвижения и продажи. Как правило, такой рекламный каталог содержит иллюстрации и фотографии товаров и краткое описание их характеристик. Для удобства поиска информацию тщательно систематизируют по типам и видам товаров и ориентируют на определенную группу покупателей.
Производство каталога с клеевым переплетом с небольшим количеством страниц из дорогостоящих сортов дизайнерской бумаги, с эффектной обложкой, которая покрывается матовой ламинацией, выборочным УФ лаком, тиснением фольгой оправдано, когда рекламируемые товары относятся к группе элитных или эксклюзивных.
Часто такой рекламный каталог называют рекламный проспект из-за красочности издания, а плотная и высококачественная бумага придает изделию дорогой и серьезный вид.
Печать рекламных проспектов с эксклюзивным товаром в виде дорогостоящего издания преследует цель убедить потенциальных потребителей в том, что предлагаемая продукция высочайшего качества, и рассчитана на узкий сегмент состоятельных покупателей.
Срок жизни многокрасочного объемного рекламного каталога зависит от срока жизни товаров и цен, представленных в таком печатном издании и составляет в среднем от полугода до двух лет.
В связи с этим, изготовление рекламных каталогов отличает друг от друга особенность переплета. Как раз, вторым фактором, влияющим на продолжительность срока эксплуатации, и является тип переплета издания. Изготовление каталогов с ниткошвейным переплетом обеспечивает наибольшую прочность корешку и соответственно наибольший срок службы. Ниже мы кратко рассмотрим производство каталогов с различным типом переплета.
КАТАЛОГИ С КЛЕЕВЫМ ПЕРЕПЛЕТОМ
Изготовление каталога с клеевым бесшвейным скреплением (КБС) сокращенно называют – каталог с клеевым переплетом, или каталог с термоклеевым переплетом. Такой тип переплета отличается от брошюр тем, что скрепление тетрадок блока с обложкой происходит путем склеивания их по корешку полиуретановым клеем при температуре расплава клея около 100 градусов по Цельсию (см. Рис. 2).
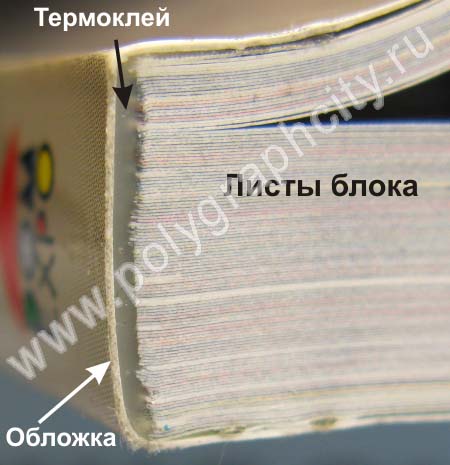
Предварительно тетрадки блока собирают в стопу и торшируют по корешку, для того чтобы расплав клея проник в насечки и тем самым выполнял роль нитей или скоб.
Прочность корешка каталогов с клеевым переплетом зависит от количества насечек и глубины торширования, а также от типа и марки клея.
Печать каталогов с таким типом переплета имеет следующие преимущества: значительный объем страниц и толщина каталога, при сравнительно коротких сроках производства и низкая себестоимость. К недостатку таких рекламных проспектов можно отнести плохую раскрываемость блока (если бумага в блоке слишком плотная) и ломкость корешка при изломе.
КАТАЛОГИ С НИТКОШВЕЙНЫМ ПЕРЕПЛЕТОМ
Печать каталогов с ниткошвейным переплетом в полиграфии называют изготовление каталога с клеевым швейным скреплением (КШС).
Есть также и другое название — ШКС — шитье скомплектованных блоков нитками.
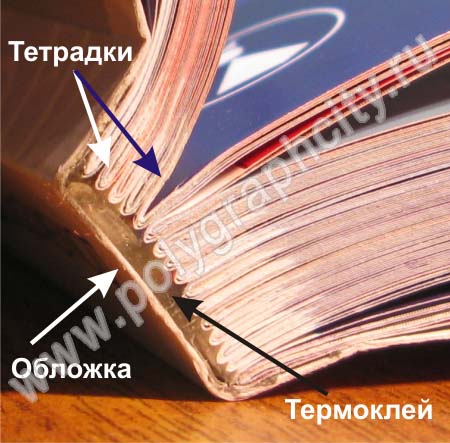
Технологически изготовление каталогов складывается из шитья скомплектованных тетрадок нитками, отдельно бигуются обложки, а далее происходит вклейка сшитых блоков в обложку термоклеем. Заключительная процедура — подрезка готового каталога с 3-х сторон
В отличие от КБС и КШС, печать каталога с соединением блока шитьем в тачку технологически сводится к прошивке укомплектованного блока тетрадей не по корешку, а сверху на скобы, с последующей приклейкой блока каталога к обложке. За счет того, что скобы остаются на лицевой стороне под обложкой, они заметны. Именно это обстоятельство делает внешний вид рекламных каталогов не столь презентабельным. В связи с этим производство рекламных проспектов в современных типографиях с таким способом переплета встречается крайне редко, соответственно и такое оборудование.
Изготовление каталогов с ниткошвейным переплетом примерно на 4-6% дороже, чем каталоги с клеевым переплетом, но по прочности корешка, сроку эксплуатации и раскрываемости они существенно превосходят последних, что полностью оправдывает вложения.
Печать каталогов с клеевым швейным переплетом характеризуется наличием количества тетрадок в блоке и количеством полос в каждой тетрадке. Количество полос в тетрадках может варьироваться от 4 до 16, а количество тетрадок в блоке каталога может варьироваться от 4 до 40 и более.
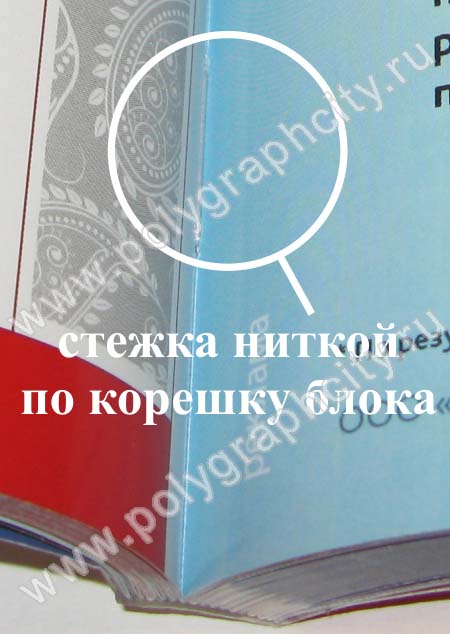
Изготовление каталога с ниткошвейным переплетом можно посмотреть ниже на фото 1 и фото 2. На рисунке хорошо показан пример в увеличенном виде — как крепится блок каталога, состоящий из тетрадок, с обложкой и как проходит сама стежка ниткой по корешку каталога.
КАТАЛОГИ НА ПРУЖИНЕ
Каталог на пружине распространен реже, чем два предыдущих вида. В полиграфии изготовление каталога на пружинке чаще называют каталоги с навивкой пружины типа wire-o, когда скомплектованные и подрезанные блоки и обложку каталога перфорируют на специальной машине, а затем брошюруют навивкой металлической пружиной.
В отличие от брошюровки пластиковыми гребенками, которые разъемные, каталог на металлической пружинке, также как и в случае с КШС и КБС, неразъемный, что исключает возможность добавления или замены отдельных листов.
В отличие от пластиковых пружинок, металлические пружинки имеют существенное преимущество — оно в их презентабельности. Производство каталогов с металлическими пружинами дает максимально привлекательный внешний вид, кроме того, скрепление получается более прочным, чем при использовании пластиковых гребешков.

В связи с этим, каталоги с пластиковыми пружинками в офсетных типографиях не изготавливают, а оборудование по их установке относится к офисной оргтехнике.
Печать каталогов на пружинке заметно дороже, чем каталоги с клеевым и ниткошвейным переплетом, не говоря уже о брошюровке на две скобы. Хотя скрепление получается и прочным, а раскрываемость хорошей, но по долговечности каталог на пружинке все же будет существенно уступать изделию с КШС.
Пример каталога на металлической пружине можно посмотреть на фото, где хорошо показано в увеличенном виде, как крепится блок каталога на металлическую пружину стального цвета.
Переплетная проволока-пружина для изготовления каталогов на металлической пружине бывает белая, черная, стальная, красная и зеленая. Диаметр пружины и рекомендуемую максимальную толщину каталога для навивки пружины можно посмотреть в ниже приведенной таблице.
| Диаметр пружины, дюймы и мм | 1/4 (6,9 мм) | 5/16 (8,0 мм) | 3/8 (9,5 мм) | 7/16 (11,0 мм) | 1/2 (12,5 мм) | 9/16 (13,3 мм) |
|---|---|---|---|---|---|---|
| Толщина скрепляемого блока каталога, мм | 4,8 | 6,4 | 7,9 | 9,5 | 11,1 | 13 |
ВИДЫ ПЕЧАТИ КАТАЛОГОВ. ВИДЫ ИЗГОТОВЛЕНИЯ ПЕРЕПЛЕТА КАТАЛОГОВ И БРОШЮР
Печать толстых каталогов в 200 – 600 страниц за 5 дней.
Изготовление цветных и черно-белых каталогов, представительских рекламных проспектов, печать брошюр на двух — четырёх евро-скрепках.
Изготовление рекламных каталогов и брошюр на пружинке.
МИНИМАЛЬНЫЙ ТИРАЖ НА ПРОИЗВОДСТВО БРОШЮР И ПЕЧАТЬ КАТАЛОГОВ
| Способ печати брошюры, каталога | Минимальный тираж для брошюры, каталогов | Оптимальный тираж для брошюры, каталогов | Максимальный тираж для брошюры, каталогов |
|---|---|---|---|
| Офсетный способ печати | 300 шт. | от 1 000 шт. | |
| Цифровой способ печати | 30 шт. | 300 шт. |
СРОКИ, НЕОБХОДИМЫЕ ДЛЯ ИЗГОТОВЛЕНИЯ КАТАЛОГОВ И ПЕЧАТИ БРОШЮР
СРОЧНОЕ ИЗГОТОВЛЕНИЕ И ПЕЧАТЬ БРОШЮР, КАТАЛОГОВ, РЕКЛАМНЫХ ПРОСПЕКТОВ
Срочная печать каталогов (в 200-300 стр.) и срочное производство брошюр составляют 4-6 рабочих дней при следующих условиях:
- Срочное изготовление брошюр, каталогов всегда возможно осуществить в течение 4-6 дней, если Заказчик предварительно за 12 дней осуществит предоплату.
- Срочная печать каталогов, брошюр за 4-6 дней осуществима, при условии сдачи оригинал-маета, который не требует исправлений.
Чтобы срочная печать каталога или брошюры реализовалась за 5-6 дней, необходимо выполнить следующие несложные условия:
- Осуществить предоплату за 12 рабочих дней (для того чтобы поставить в график производства и присвоить статус «срочная печать брошюр») до дня выдачи каталога или брошюры
- Заранее согласовать требования к сдаче макета каталога или брошюры и строго им придерживаться
- Сдать макет каталога, брошюры (не требующего исправлений) за 5-6 рабочих дней до дня выдачи
Чтобы выполнить срочное производство каталогов, необходимо выполнить ряд условий, которые максимально оптимизировали бы технологический процесс и действительно позволили бы осуществить срочное изготовление брошюр.
Можно самим произвести расчет времени на срочное производство каталогов и брошюр. Срочная печать брошюр мало зависит от тиража. Если сама срочная печать каталогов занимает от 1-го до 3-х дней, включая время на приладку печати и просушку готовых оттисков, то процесс брошюровки на скобы с последующей подрезкой занимает еще 1 рабочий день и 1 день на упаковку и доставку. Итого получается, что срочное производство брошюр укладывается в 3-5 рабочих дней в зависимости от тиража и производительности брошюровочного комплекса.
Срочное изготовление каталогов с клеевым переплетом занимает примерно столько же времени с той лишь разницей, что автоматическая линия по клеевому бесшвейному скреплению в силу объективных причин менее производительна, чем ВШРА – вкладочно-проволокошвейный резательный автомат. Тем более что перед термоклеевым скреплением, отпечатанные листы также необходимо сфальцевать в тетрадки и сформировать блоки.
Срочное производство каталогов с клеевым швейным скреплением (КШС) по срокам занимает на 1-2 рабочих дня больше времени, чем изготовление каталогов с КБС из-за того, что появляется еще один технологический процесс – шитье нитками скомплектованных тетрадок в блок каталога и далее тоже что при КБС – вклейка термоклеем сшитых блоков в обложку.
В заключении отметим, что время на срочное изготовление брошюр и каталогов может быть увеличено за счет дополнительных отделочных работ, таких как ламинация обложки, отделка выборочным УФ лаком, тиснение фольгой обложки, вырубка и т.д.
ПАРАМЕТРЫ, НЕОБХОДИМЫЕ ДЛЯ РАСЧЕТА СТОИМОСТИ ИЗГОТОВЛЕНИЯ КАТАЛОГА, ИЛИ ПЕЧАТИ БРОШЮРЫ
Пример:
- Формат каталога/брошюры: А4
- Объем каталога/брошюры: Блок: 64 полос + Обложка: 4 полосы (полоса — это страница, а не разворот или лист)
- Цветность печати обложки каталога/брошюры: 4+4 по CMYK (вариант 5+5 CMYK и Pantone № …)
- Цветность печати Блока каталога/брошюры: 4+4 по CMYK (без Pantone)
- Бумага на обложку каталога/брошюры: мелованная матовая 250 г/м2.
- Бумага на Блок каталога/брошюры: мелованная матовая 130 г/м2.
- Отделка Обложки каталога/брошюры: матовая ламинация 28 мкм лак 1+0 (только с лицевой стороны), офсетный матовый лак 0+1 (только внутренняя сторона)
- Отделка Блока каталога/брошюры: офсетный матовый лак 1+1 (на всех страницах блока)
- Переплет каталога/брошюры: КБС (клеевое бесшвейное скрепление) по стороне 297 мм (корешок по длиной стороне или по короткой — указать);
- Тираж каталога/брошюры: 2000 шт.
- Плановая дата сдачи макета каталога/брошюры: …/…/20.. г. (макет в программе AdobeInDesignCS)
- Плановая дата выдачи каталога/брошюры: …/…/20.. г. (крайний срок: …/…/20.. г.)
Если есть дополнительные параметры для каталога/брошюры, то следует обязательно их указать:
- Когда планируется использовать номерную Pantone краску для печати каталога (например, краска серебро) Pantone № …, то следует указать, где он будет присутствовать: на обложке или в блоке каталога/брошюры.
- Когда задумывается тиснение на обложке каталога, то необходимо указать вид тиснения и площадь тиснения (в см. кв.) и что из себя будет представлять конфигурация тиснения. Это необходимо для того, чтобы рассчитать стоимость изготовления клише для тиснения, а также стоимость самого удара. Так, например тиснение блинтовое дешевле, чем конгревное.
- Когда есть вырубка, то необходимо указать вырубную площадь и конфигурацию для расчета вырубного штампа. Если конфигурация вырубки сложная, то лучше прислать макет в программе Adobe Illustrator или CorelDRAW.
- Важно, что когда указывают ламинацию, то обязательно следует указать какая она, матовая или глянцевая.
- Если переплет каталога предусматривает клеевое бесшвейное скрепление, то не старайтесь указать, что обложка каталога или брошюры будет ламинироваться с двух сторон. При таком виде переплета каталога, внутренняя сторона обложки не ламинируется, так как не будет возможности приклеить обложку к блоку каталога.
- Если предусматривается выборочный УФ лак, то укажите где он будет (например, на обложке каталога) и его площадь в % от площади полосы (страницы), а также вид лака — матовый или глянцевый.
- При выборе бумаги, учитывайте, что матовая бумага всегда требует покрытия защитным матовым офсетным лаком.
- Старайтесь указать, в какой программе и в какой версии будет представлен оригинал-макет каталога.
ВАЖНО! Часто в запросах пишут: Брошюра на 2 (двух) евро скрепках (евро-скрепках) или Брошюра на евро скрепке (евро-скрепке).
Разумеется, может меняться окончание в поисковом запросе – например: Брошюры на 2 (двух) евро скрепках (евро-скрепках) или Брошюры на евро скрепке (евро-скрепке). Надо отметить, что правильнее писать евроскрепка или евроскоба слитно. В связи с этим, тем, кому необходимы брошюры именно с такой евроскрепкой, не могут найти исполнителя.
Так же происходит, когда сотрудник рекламного отдела ищет в Интернете типографию и составляет следующие запросы:
Каталоги на 2 (двух) евро скрепках (евро-скрепках) или Каталоги на евро скрепке (евро-скрепке) и также ничего не находит.
Надо помнить, что рекламный проспект — это то же, что и рекламная брошюра или рекламный каталог. Их часто путают и называют: «Рекламный буклет».
ОПТИМАЛЬНЫЕ ФОРМАТЫ (РАЗМЕРЫ) КАТАЛОГОВ / БРОШЮР
При производстве каталогов или брошюр стараются придерживаться оптимальных форматов (размеров) каталогов, брошюр, которые, как правило, привязаны к доле листа А4 — 210 мм (ширина) х 297 мм (высота).
Различают два вида ориентации страниц в каталоге/брошюре:
- Книжный спуск, когда корешок каталога проходит по длинной стороне;
- Альбомный спуск, когда корешок каталога проходит по короткой стороне.
| Стандартный формат каталога/брошюры | Размер каталога/брошюры – книжный спуск, (ширина х высота) | Размер каталога/брошюры – альбомный спуск, мм (ширина х высота) |
|---|---|---|
| А4 | 210 х 297 мм | 297 х 210 мм |
| А5 | 148 х 210 мм | 210 х 148 мм |
| А6 | 105 х 148 мм | 148 х 105 мм |
| 1/3 А4 | 100х210 мм | 210х100 мм |
| 1/2 А4 | 105 х 297 мм | 297 х 105 мм |
ОСОБЕННОСТИ ПРОИЗВОДСТВА, ПЕЧАТИ И ИЗГОТОВЛЕНИЯ КАТАЛОГОВ И БРОШЮР
Печать брошюры, рекламных проспектов, каталогов осуществляется на высококачественных офсетных машинах марки Хейдельберг формата А3, А2, А1, в зависимости от тиража и объема издания.
Изготовление каталога требует минимум 4-6 рабочих дней. Производство брошюры и рекламных проспектов — это наиболее сложный производственно-технологический процесс.
Изготовление рекламной брошюры (рекламных брошюр, проспектов) требует наличие ВШРА (вкладочно-швейный резательный аппарат), т.к. под брошюрой принято понимать многополосную продукцию — брошюры, проспекты и каталоги, скрепленные скобами.
Изготовление рекламного каталога или брошюры подразумевает наличие аппарата для клеевого бесшвейного скрепления — КБС.
РАСЧЕТ КОЛИЧЕСТВА СТРАНИЦ ДЛЯ ИЗГОТОВЛЕНИЯ КАТАЛОГА, БРОШЮРЫ
Каталог или брошюра формата А4 должны иметь количество страниц в блоке, которое будет кратно 4, 8 или 16:
| Формат печатной машины (печатный лист) | Количество страниц (полос) в блоке каталога, брошюры | ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| А3 (кратно 4) | 8 | 12 | 16 | 20 | 24 | 28 | 32 | 36 | 40 | 44 | 48 | 52 | 56 | 60 | 64 | 68 | 72 | 76 | 80 |
| А2 (кратно 8) | 16 | 24 | 32 | 40 | 48 | 56 | 64 | 72 | 80 | 88 | 96 | 104 | 112 | 120 | 128 | 136 | 144 | 152 | 160 |
| А1 (кратно 16) | 32 | 48 | 64 | 80 | 96 | 112 | 128 | 144 | 160 | 176 | 192 | 208 | 224 | 240 | 256 | 272 | 288 | 304 | 320 |
Каталог или брошюра формата А5 должны иметь количество страниц в блоке, которое будет кратно 8, 16 или 32:
| Формат печатной машины (печатный лист) | Количество страниц (полос) в блоке каталога, брошюры | ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| А3 (кратно 8) | 8 | 12 | 16 | 20 | 24 | 28 | 32 | 36 | 40 | 44 | 48 | 52 | 56 | 60 | 64 | 68 | 72 | 76 | 80 |
| А2 (кратно 16) | 16 | 24 | 32 | 40 | 48 | 56 | 64 | 72 | 80 | 88 | 96 | 104 | 112 | 120 | 128 | 136 | 144 | 152 | 160 |
| А1 (кратно 32) | 32 | 48 | 64 | 80 | 96 | 112 | 128 | 144 | 160 | 176 | 192 | 208 | 224 | 240 | 256 | 512 | 544 | 576 | 608 |
МИНИМАЛЬНЫЕ ТРЕБОВАНИЯ К ОРИГИНАЛ-МАКЕТУ ДЛЯ ПЕЧАТИ КАТАЛОГА, БРОШЮРЫ
- МНОГОПОЛОСНАЯ продукция (каталоги, брошюры) принимается в программах верстки пополосно (постранично), включая обложку и в программах верстки НЕ самой последней версии, или в формате eps.
- Все файлы имеют названия в соответствии с № стр. (Blok_1 и т.д.)
- Все файлы БЛОКА каталога/брошюры должны иметь названия в соответствии с № стр. (Blok_1 и т.д.)
- Все файлы ОБЛОЖКИ каталога/брошюры должны иметь названия в соответствии с № стр (obl_1, obl_2, obl_3, obl_4)
- Разбежку в Блоке каталога/брошюры мы делаем сами.
- Толщину корешка каталога/брошюры мы делаем сами.
- Текст переведен в кривые или прикладываются вместе с макетом.
- Шрифты черного цвета должны быть 100% BlacK (Cyan=0, Magenta=0, Yellow=0, BlacK=100).
- Растровые иллюстрации в CMYK Process с разрешением в 300 dpi.
- Толщина линий не менее 0,25 pt, минимальная толщина негативных линий (выворотки) 1 pt.
- Линии тоньше 0,3 мм должны быть в одну краску.
- Разрешение штриховых изображений должно находиться в пределах от 600 до 1200 dpi.
- Сумма по CMYK в цвете не должна превышать:
- немелованная бумага — не более 260 %;
- мелованная матовая бумага — не более 320 %;
- мелованная глянцевая весом до 70 г/м2 — не более 320 %;
- мелованная глянцевая бумага весом от 70 г/м2 — не более 320 %.
- Использовать только фиксированную палитру и PANTONE (R) для мелованной бумаги, а Solid Uncoated для офсетной бумаги
- Не принимаются эффекты Тени, Объема, Выдавливания
- В оригинал-макете должны присутствовать:
- Поля на вылет (дообрезной формат макета должен быть больше форматов готового изделия на 10 мм по ширине и на 10 мм по высоте)
- Все важные элементы текста и графики должны находиться от края реза не менее чем на 5 мм
- Для отделки тиснением, выборочным УФ лаком, вырубкой — предоставляется отдельный файл в кривых
- К электронному оригинал-макету обязательно прикладывается файл в JPG, цветная или черно-белая распечатка макета изделия, с подписью и печатью.
Смотрите остальные требования к макетам
ТЕРМИНЫ И ПОНЯТИЯ
БРОШЮРОВКА — полиграфическое производство, когда из отпечатанных листов, сложенных (сфальцованных) в малостраничные тетради, получают брошюру, каталог или книгу в обложке или переплете. Включают фальцовку, подборку, шитье, подрезку или клеевое бесшвейное скрепление книжно-журнальных тетрадей.
КЛЕЕВОЕ БЕСШВЕЙНОЕ СКРЕПЛЕНИЕ (КБС) — скрепление специальным полиуретановым термоклеем элементов книжного блока по корешку, который предварительно торшируется по корешку для более глубокого проникновения расплавленного клея в блок для повышения прочности переплета.
КЛЕЕВОЕ ШВЕЙНОЕ СКРЕПЛЕНИЕ (КШС)— сшивание последовательно тетрадей стежками ниток по корешку блока, с дальнейшим скреплением термоклеем подобранных тетрадей в книжный блок по корешку (без торширования по корешку). Применяется для изданий в переплете (книг, справочников) для долговременного применения.
КНИЖНЫЙ БЛОК — комплект скрепленных по корешку тетрадей или отдельных печатных листов, содержащий все страницы и комплектующие детали будущего издания кроме переплетной крышки или обложки.
НАВИВКА НА ПРУЖИНУ— скрепление отдельных листов в блоки с обложкой, для получения блокнотов или каталогов (чаще календарей) при помощи металлической пружины типа Wire-O. Металлическая пружина вставляется в предварительно пробитые на всех листах скрепляемого блока и обложки круглые или квадратные отверстия и обжимается.
ПОЛОСА ПОЛИГРАФИЧЕСКАЯ — полоса в блоке каталога, брошюры эквивалентна странице (не путать с листом, разворотом), которая запечатывается любым типографским способом.
ОБЛОЖКА — бумажная иллюстрированная или текстовая покрышка (покрытие из прочной бумаги или тонкого картона) издания, предохраняющая аналогично переплетной крышке его страницы и блок в целом от разрушения и загрязнения. Обложка является также элементом внешнего оформления издания, выполняя определенные художественные или рекламные функции.
СКРЕПЛЕНИЕ ТЕТРАДЕЙ ШИТЬЕМ — сшивание отдельных тетрадей блока каталога между собой при помощи нитей (книжный переплет), термонитей или проволоки (в накидку на 2 скрепки) фигурной скобой (евроскобой, евроскрепкой).
ТЕРМОКЛЕЙ — клеящая композиция, наносимая на материал в расплавленном состоянии при температуре более 100 °С и затвердевающая в течение 1-2 секунд после охлаждения. Используется при бесшвейном клеевом скреплении книжного блока (КБС), а также при скреплении термонитью, которыми прошиваются тетради.
ШИТЬЕ В НАКИДКУ — сшивание проволокой блока через корешковый сгиб тетрадей, скомплектованных вкладкой или накидкой. В зависимости от толщины бумаги и возможностей швейного оборудования, в накидку сшивают до 96 страниц.
ШИТЬЕ В ПРОСТРОЧКУ (книжный переплет) — шитье нитками по всей длине корешкового фальца тетрадей блока (малообъемных изданий), скомплектованного вкладкой. Этот вид шитья более прочен и долговечен в сравнении с шитьем внакидку, у которого проволока может заржаветь.
ШИТЬЕ НА КОРЕШКОВОМ МАТЕРИАЛЕ — сшивание последовательно тетрадей стежками ниток по корешку блока, скомплектованного подборкой, вместе с корешковым материалом. Применяют для изданий в переплете (книг, справочников) длительного применения.
ШИТЬЕ В ТАЧКУ — сшивание книжного блока проволокой по корешковому полю тетрадей, скомплектованных подборкой при толщине блока до 5-8 мм. Сшивать блок можно и нитками. Этот вид шитья не обеспечивает хорошую раскрываемость и применяется для изданий среднего объема, выпускаемых в обложке.
ФОРЗАЦ — сложенный пополам лист бумаги или оттиска (односгибная тетрадь), помещаемый между переплетной крышкой (обложкой) и блоком книги. Служит связующим звеном между книжным блоком и переплетной крышкой. Существует несколько видов форзацев. Наиболее часто применяется простой приклеенный форзац — односгибная тетрадь из специальной форзацной бумаги. В книгах большого объема (толщиной блока свыше 30 мм) применяют приклеенный форзац с окантовкой — полоской из бумаги или коленкора шириной 16-20 мм. Для малообъемных книг используют «свой» форзац.
ФИГУРНАЯ СКРЕПКА — изготовление и печать брошюр с евроскобой связано с использованием Скрепки с изгибом «петелькой» на внешней части корешка брошюры, получаемой при шитье проволокой в накидку для дальнейшей подшивки в папку регистратор с кольцевым механизмом или для использования как рекламный носитель на специальных стойках. Другие названия: Брошюры, каталоги с фигурной скрепкой (скобкой) – брошюра, каталог с евроскобой, евроскрепкой.
Всё о каталогах. Размеры, виды переплета, виды обложек, типы бумаги, оптимальные тиражи каталогов
Определение и назначение каталогов и брошюр
Слово БРОШЮРА, происходит от фр. brochure — сшивать. Согласно полиграфического словаря под редакцией Дубины Н., брошюрой называется непериодическое текстовое книжное издание малого объема (свыше 4, но не более 48 страниц, соединенных между собой при помощи шитья скрепкой или ниткой) в мягкой обложке.
В лексике рекламных и дизайнерских агентств часто вводят синоним слову Брошюра — КАТАЛОГ, или рекламный каталог, или рекламный каталог продукции, рекламный проспект. В целом такая замена понятий, на наш взгляд, правомерна, так как под Каталогом — (от греч . katalogos — список) — понимают перечень каких-либо предметов (иллюстраций, экспонатов, товаров), составленных в определенном порядке.
Любое книжное издание состоит из двух конструктивных узлов — книжного блока (носителя печатной информации) и наружного защитного покрытия — обложки или переплетной крышки. Книжные блоки составлены из тетрадей — сложенных в два, три или четыре сгиба запечатанных листов, которые затем, в зависимости от объема книжного издания, вкладываются одна в другую в строгом порядке, в соответствии с последовательностью операций.
Листы (доли) тетрадей и тетради скрепляются затем друг с другом с помощью проволочных скоб, хлопчатобумажными или капроновыми нитками, термонитями и (или) клеем, пружиной, металлическими или пластмассовыми штифтами, или неразъемными клепками. Обложка с книжным блоком соединяются проволочными скобами (очень редко — нитками) или клеем по поверхности корешка с минимальным (по 3 мм) заходом на корешковые поля наружных тетрадей, а также пружиной, металлическими или пластмассовыми штифтами, или неразъемными клепками.
Ниже приведем некоторые сложившиеся и устоявшиеся понятия в среде менеджеров рекламных агентств, дизайнеров, менеджеров отделов рекламных компаний-заказчиков.
Под брошюрой понимают тонкие рекламные изделия, объемом несколько страниц, основное назначение которых красочное краткое изложение о деятельности компании и ее продукции, скрепленные главным образом на скрепку.
Под рекламным проспектом понимают более красочное тонкое издание, на дорогой плотной бумаге с дорогой отделкой, так же рассказывающей о компании или рекламируемом проекте.
Под каталогами понимают толстые многостраничные издания, скрепленные, как правило, клеевым или ниткошвейным способом, рекламирующие товары и услуги компании. Из-за этого сложилось понятие — каталог рекламной продукции, каталог товаров и услуг.
Иногда Заказчики рекламную брошюру называют рекламным буклетом, что в целом не правильно, так как буклет — это листовая продукция (один цельный лист) сложенная один или более раз каким-либо образом.
Как следует из основных сложившихся определений, основное назначение рекламных брошюр и каталогов это продвижение и поддержка продаж товаров и услуг через информирование потенциальных и действующих клиентов о товарах и продавце, с целью вызова доверия, как к товарам и услугам, так и к самому продавцу.
Чем руководствоваться при выборе оптимального формата брошюры или каталога
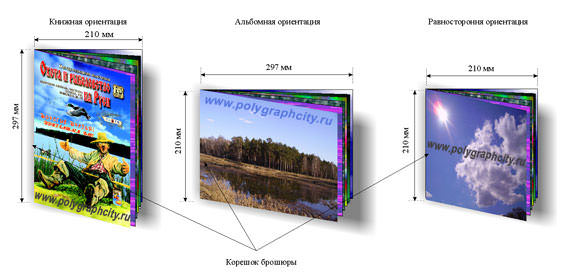
Самыми распространенными форматами каталогов и брошюр являются А4, А5, А6, 1/2А4 (половина ширины листа А4 — 210х297 мм). Важным параметром является ориентация длинной и короткой стороны каталога относительно корешка. Различают альбомный, книжный и равносторонний вид ориентации каталога и брошюры. Как показано на Рис № 1, в книжной ориентации переплет идет по длинной стороне, а в альбомной, наоборот, по короткой стороне.
Наиболее часто встречаемые форматы приведены в таблице № 1. Разумеется, можно изготовить и нестандартный размер каталога или брошюры. Но тогда надо быть готовым, что вы теряете неиспользуемую площадь полосы (страницы). Например, если вы заказываете размер каталога 210х210 мм, то вы заведомо теряете площадь 210х90 мм, так как эта площадь в любом случае уйдет в обрез — в макулатуру.
Таким образом, оптимальным размером каталога является тот, который соответствует какой-либо части — доли листа стандарта бумаги ISO 216. Мы рекомендуем ориентироваться на размер листа А4 — 210х297 мм, так как такой лист у каждого офисного работника находится под рукой.
| Форматы A-Серии | Книжная ориентация | Альбомная ориентация |
|---|---|---|
| Ширина х Высота, мм | Ширина х Высота, мм | |
| A3 | 297 x 420 | 420х297 |
| A4 | 210 x 297 | 297х210 |
| A5 | 148 x 210 | 210х148 |
| A6 | 105 x 148 | 148х105 |
| A7 | 74 x 105 | 105х74 |
| 1/3A4 | 99 x 210 | 210х99 |
| 1/2A4 | 105 x 297 | 297х105 |
Мы настоятельно рекомендуем придерживаться этого правила, если только, вооруженные знаниями оптимальности формата, вы, осознано хотите придать размеру предполагаемого каталога нестандартный вид и тем самым стремитесь выделить свой каталог или брошюру среди аналогичных рекламных изданий конкурентов.
В принципе, можно изготовить брошюру или каталог любого формата, если для заказчика не важно, сколько он теряет на отходах неиспользованной бумаги.
Чем руководствоваться при выборе оптимального объема (количество страниц) каталога или брошюры
Под объемом каталога понимают количество полос (страниц) в блоке каталога или брошюры без учета обложки. Принято объем считать без обложки, так как зачастую бумаги на обложку используют более плотную, нежели на блок, следовательно, и печатается блок отдельно от обложки. Когда мы говорим отдельно, то подразумеваем, что полосы блока раскладывают на спуски — печатные листы, с таким расчетом, чтобы при фальцовке в тетради, полосы каталога оказывались строго в соответствии с их последовательной нумерацией страниц.
После фальцовки (складывания) печатного листа в тетрадку, получаем в одном сфальцованном листе как минимум 4 последовательно пронумерованные страницы. Отсюда минимальная кратность страниц — полос должна быть равна 4. Чтобы лучше представить, как это выглядит, посмотрите Рис. № 2.

На рисунке видно количество страниц, умещающихся на одной стороне печатного листа различных форматов. Соответственно, умножив на 2, вы получите количество страниц, помещающихся на печатном листе с двух сторон. Отсюда и возникает кратность.
Для того, чтобы растить кратность количества полос в блоке каталога, надо знать формат печатной машины. Как видно из Таблицы № 2:
- для печатных машин А3 формата число кратности равняется 4
- для печатных машин А2 формата = 8
- для офсетных машин А1 формата, кратность количества полос в блоке каталога равна 16.
| Формат печати А3, кратность = 4 | Формат печати А2, кратность = 8 | Формат печати А1, кратность = 16 | ||||||
|---|---|---|---|---|---|---|---|---|
| Max число полос А4 формата на 1 печатном листе | Кол-во листов А3 формата на 1 каталог | Кол-во полос (стр.) в блоке | Max число полос А4 формата на 1 печатном листе | Кол-во листов А2 формата на 1 каталог | Кол-во полос (стр.) в блоке | Max число полос А4 формата на 1 печатном листе | Кол-во листов А1 формата на 1 каталог | Кол-во полос (стр.) в блоке |
| 4 | 1 | 4 | 8 | 1 | 8 | 16 | 1 | 16 |
| 4 | 2 | 8 | 8 | 2 | 16 | 16 | 2 | 32 |
| 4 | 3 | 12 | 8 | 3 | 24 | 16 | 3 | 48 |
| 4 | 4 | 16 | 8 | 4 | 32 | 16 | 4 | 64 |
| 4 | 5 | 20 | 8 | 5 | 40 | 16 | 5 | 80 |
| 4 | 6 | 24 | 8 | 6 | 48 | 16 | 6 | 96 |
| 4 | 7 | 28 | 8 | 7 | 56 | 16 | 7 | 112 |
| 4 | 8 | 32 | 8 | 8 | 64 | 16 | 8 | 128 |
| 4 | 9 | 36 | 8 | 9 | 72 | 16 | 9 | 144 |
| 4 | 10 | 40 | 8 | 10 | 80 | 16 | 10 | 160 |
| 4 | 11 | 44 | 8 | 11 | 88 | 16 | 11 | 176 |
| 4 | 12 | 48 | 8 | 12 | 96 | 16 | 12 | 192 |
| 4 | 13 | 52 | 8 | 13 | 104 | 16 | 13 | 208 |
| 4 | 14 | 56 | 8 | 14 | 112 | 16 | 14 | 224 |
| 4 | 15 | 60 | 8 | 15 | 120 | 16 | 15 | 240 |
| 4 | 16 | 64 | 8 | 16 | 128 | 16 | 16 | 256 |
| 4 | 17 | 68 | 8 | 17 | 136 | 16 | 17 | 272 |
| 4 | 18 | 72 | 8 | 18 | 144 | 16 | 18 | 288 |
| 4 | 19 | 76 | 8 | 19 | 152 | 16 | 19 | 304 |
| 4 | 20 | 80 | 8 | 20 | 160 | 16 | 20 | 320 |
| 4 | 21 | 84 | 8 | 21 | 168 | 16 | 21 | 336 |
| 4 | 22 | 88 | 8 | 22 | 176 | 16 | 22 | 352 |
| 4 | 23 | 92 | 8 | 23 | 184 | 16 | 23 | 368 |
Приведем пример.
Вы планируете печать 2000 шт. рекламных каталогов объемом примерно в 100 страниц без учета обложки.
Вы знаете, что у вашей постоянной типографии имеется пяти секционная офсетная машина А2 формата.
Тогда, на основании данных на Рис № 2 и Табл. № 2, необходимо придерживаться кратности 8.
Если разделить 100 на 8, то получится 12,5, т.е. не целое число. Это означает, что при тираже в 2000 шт., в отходы уйдет 2000 половинок А2 листа, или если перевести в формат А4, то 4000 листов.
Следовательно надо так скомпоновать материал, чтобы он уместился либо на 96 страниц, либо на 104 страницы, т.к. если разделить на 8 (кратность для данного формата печатной машине), то получим целые числа — 12 или 13 соответственно.
Т.е. при расчете объема блока каталога необходимо придерживаться кратности 4, 8 или 16.
Чтобы получить число кратности для издания меньшего формата чем А4, надо умножить долю А4 листа на данные в таблице.
Чем руководствоваться при выборе оптимального тиража каталога или брошюры
Тираж рекламного каталога или брошюры определяется количеством потенциальных получателей (постоянных или потенциальных клиентов), периодом «жизни» рекламной информации, рекламным бюджетом, соотношении затрат на рекламу к планируемой выручке (откликам) за отведенный период жизни рекламного каталога и себестоимостью единицы продукции при том или ином тираже.
Разумеется, ни одна типография не станет решать за клиента все эти вопросы, но показать и посоветовать оптимальный тираж из расчета стоимости единицы, обязана.
Всем известно, что в полиграфии имеются предпечатные процессы, такие как:
- создание PostScript-файлов для вывода пленок;
- вывод пленок;
- изготовление печатных форм;
- подготовка печатных машин к печати;
- приладочные процессы при печати подписного листа — получения качественного оттиска.
Только после того как мастер-печатник добился четкости цветопередачи, он начинает тиражирование.
Все эти работы имеют свою стоимость, которые переносятся на весь тираж. Таким образом, чем меньше тираж, тем больше в стоимости единицы продукции стоимость предпечатных процессов.
Немаловажно для типографии и переналадочные процессы, которые занимают до 2-х часов после смены печати продукции. Если учесть, что производительность современных офсетных печатных машин составляет 15 000 оттисков в час, а переналадка составляет 2 часа + 1 час на приладку тиража, то понятно, что любая типография будет снижать стоимость одного оттиска при тираже свыше 15 000 шт., т.е., чем дольше занята машина печатью одного изделия — одного печатного листа, и меньше число переналадок, тем меньше стоимость тиража.
Соотношение единицы продукции и стоимости всего заказа и определяют оптимальный тираж.
Чем руководствоваться при выборе бумаги на блок и обложку каталога или брошюры
Материалы, которые используют при производстве каталогов и брошюр, бывают самыми разнообразными. От простой мелованной (глянцевой или матовой) и офсетной, до дизайнерских бумаг и синтетических материалов.
В этой статье мы будем рассматривать использование мелованных сортов бумаги. В Таблице № 3 представлена плотность бумаги листовой мелованной как матовой, так и глянцевой, пригодной для офсетного способа печати.
| Плотности бумаги г/м2 |
|---|
| 90 |
| 115 |
| 135 |
| 150 |
| 170 |
| 200 |
| 250 |
| 300 |
Если каталог планируют выпустить объемом свыше 100 полос, то на блок берут, как правило, бумагу толщиной от 90 до 135 г/м2. Это мотивировано и с точки зрения экономии финансовых средств, и эксплуатационных — раскрываемость каталога при тонкой бумаге с клеевым бесшвейным скреплением легче.
Если рекламная брошюра планируется в 16 полос и будет ориентированна на VIP-клиентов, то будет оправдан выбор более плотной бумаги, вплоть до максимальной — в 300 г/м2 Скрепление будет на две скрепки, что обеспечит хорошую раскрываемость.
В качестве материалов для обложки чаще всего используют бумагу плотностью от 200 до 300 г/м2
Использование же дизайнерских сортов бумаги, картона, синтетических, металлизированных бумаг или пластика не всегда оправданно.
Эти сорта бумаги чаще всего являются не впитываемыми для офсетных красок. Для них можно использовать только офсетные УФ или фолиевые краски, а если планируется использовать шелкотрафаретный способ печати, то сольвентные краски.
Фоливые краски капризные, требующие больших подготовительных затрат и приводят к существенному удорожанию
УФ красками можно печатать даже по пластику, и другим синтетическим листовым материалам.
Виды сложных обложек и вкладок в блок, виды разворотов в каталогах и брошюрах
В этом разделе мы не будем касаться видов материалов, их плотности или отделочных процессов, а осветим формы сложных обложек и вкладок.
Стандартная обложка состоит из 4-х полос. Если каталог толстый и с клеевым бесшвейным скреплением, то появляется еще одна поверхность (полоса) — корешок. Но иногда есть необходимость получить большую площадь для размещения большой схемы, графика или таблицы, которые не помещаются на стандартную полосу А4. Если каталог толстый и с клеевым бесшвейным скреплением, то читаемость графика или таблицы в области корешка, разделенные на две страницы, возможно, будет неудовлетворительной или затруднительной. Тогда и прибегают к вставкам -разворотам внутри блока, или к сложным обложкам с заворотами полос вовнутрь (см. Рис. № 3. и Рис. № 4.)

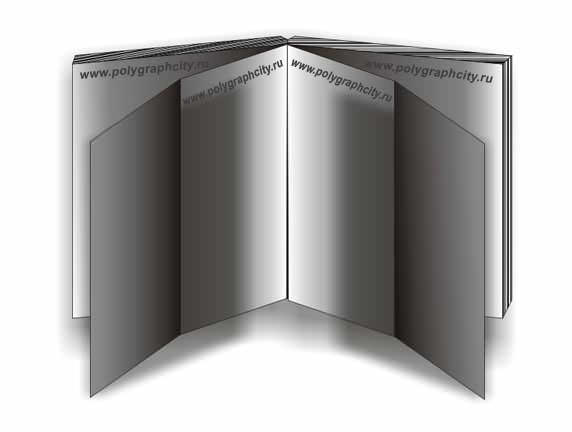
Надо понимать, что сложные обложки и вставки в блок приводят к удорожанию, но при этом делают продукцию эксклюзивной и выделяющейся в массе рекламных каталогов и брошюр конкурентов.
Виды переплета брошюр и каталогов
Основными критериями, по которым можно выбирать вид переплета, это количество полос и плотность бумаги для блока, и формат издания.
Различают несколько разновидностей переплета брошюр и каталогов:
1) Шитье проволокой в накидку, шитье в накидку на две скрепки
Если соблюдаются следующие условия:
- объем блока до 48 полос (страниц);
- плотность бумаги не больше 150 г/м2;
- формат издания А4, А5, кроме издания 1/2 А4 (105 мм по горизонтали и 297 мм по вертикали) то переплет следует делать в накидку на две скрепки.
Надо отметить, что этот вид переплета наиболее популярный по двум основным причинам — относительно низкая себестоимость, высокая эстетичность корешка и быстрота производства по сравнению с остальными видами переплета. Помимо этого, типографии полного цикла имеют две и более современных автоматизированных брошюровочных линий — ВШРА (вкладочно-швейно-резальные агрегаты), которые осуществляют подборку (точнее, вкладку, поскольку тетради вкладываются одна в другую, чтобы получился общий корешок), шитье и обрезку готовых изделий.
Принцип работы очень прост: тетради (или сфальцованные пополам листы) будущего издания вкладывают одна в другую и прошивают по фальцу проволочной скобой. Количество скоб может быть разным: от одной (если длина корешка не более 12 см) до четырех (при длине корешка более 40 см и тонкой бумаге). Такой метод прост, надежен, проверен годами, относительно дешев. Полученный блок легко раскрывается и остается открытым на нужной странице, что бывает важно. Более того, блок, скрепленный проволокой внакидку, легко можно «вывернуть наизнанку», то есть перегнуть обложкой внутрь, что бывает удобно при чтении, например, в транспорте.
Достоинства этого способа скрепления и определяют основную область его применения: скрепление изданий, к качеству которых не предъявляется высоких требований. Так скрепляют и многие журналы, как правило, те, при чтении которых важнее всего удобство. Более того, даже престижные издания с небольшим числом полос лучше всего именно прошивать проволокой в накидку.
Если выше приведенные параметры изделия изменяются (например, больше полос в блоке или плотность бумаги в блоке выше 200 г/м2), то появится эффект «пухлости» в области корешка (см. Рис. 5.). Блок получается рыхлым («вздутым»). Получить хорошее качество фальца в этом случае проблематично. В этом случае нужно либо уменьшать количество полос, либо использовать другой вид скрепления.
2) Шитье в накидку на «евроскрепку», на «евроскобу»
Такой вид фигурной скобы (евроскобы, евроскрепки) используют с целью дальнейшей подшивки серии брошюр в папки-регистры с кольцевым механизмом или установки на специальные стойки. Это может быть оправданно, если продавцу важно, чтобы клиент-покупатель видел всю историю изменения ассортимента (расширение товарного ряда) или если товары данной категории настолько неизменны на протяжении длительного отрезка времени и лишь «нарастают» дополнительными сервисными компонентами (станки и оборудование для обрабатывающей и полиграфической индустрии).
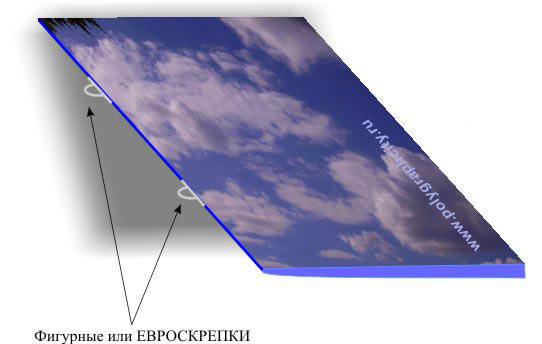
В минусы, помимо дополнительных расходов, можно отнести невозможность упаковки такой брошюры в конверт для рассылки по почте. Выпуклость евроскобы будет рвать почтовый конверт (см. Рис. № 6.).
3) Шитье проволокой в тачку
Принцип скрепления: блок, не раскрывая, прошивают проволочными скобами через первую страницу обложки на расстоянии 6-8 мм от корешка. К достоинствам такого способа скрепления можно отнести прочность, даже при использовании сложных бумаг, и возможность работы с отдельными листами (фальцовка не требуется).
К сожалению, недостатков тоже много, хотя все они в основном эстетического характера. Проволочные скобы по краю обложки выглядят не очень презентабельно, блок довольно плохо открывается, и в открытом состоянии самостоятельно не держится. Поэтому такое скрепление следует использовать только в крайнем случае.
В силу этого, такой способ переплета безнадежно устарел и применяется крайне редко. В настоящее время даже трудно найти типографию, где есть оборудование, позволяющее осуществлять такой вид переплета, кроме примитивного ручного инструмента. Такой вид переплета, с эстетической точки зрения, очень плохо подходит к высокому полиграфическому качеству печати самих страниц и остальным послепечатным отделочным работам.
Этот способ довольно стар, и сейчас его вытесняет бесшвейное скрепление. Он остался разве что в небольших ведомственных типографиях и в типографиях учебных центров и ВУЗов.
4) КБС — клеевое бесшвейное скрепление
Вторым по распространенности видом переплета рекламных и рекламно-информационных брошюр и каталогов является скрепление клеем элементов книжного блока по корешку, клеевое бесшвейное скрепление (КБС). В бесспорные плюсы надо отнести относительно высокую скорость процесса (если в типографии установлены автоматизированные линии КБС), аккуратность, эстетичность (отличный товарный вид корешка) и высокую прочность переплета. Толщина корешка может достигать 90 мм.
Сущность клеевого бесшвейного скрепления состоит в нанесении слоя клея на корешковую часть блока и создании эластичной плёнки, прочно удерживающей соединённые детали. В качестве клеящих веществ чаще других используют термопластические клеи, применение которых позволяет свести к минимуму время сушки блоков после заклеивания.
Известно несколько способов КБС, различающихся предварительной обработкой корешковой части блока. Наибольшее развитие и распространение получил вариант, предусматривающий полную срезку корешковых сгибов, последующее разрыхление (торшонирование) поверхности среза и нанесение на неё раствора или расплава клея. Машины для КБС (агрегаты линейного, карусельного или конвейерного типа) выполняют комплекс операций, начиная с подборки тетрадей в блок и кончая покрытием готовых брошюр обложкой; производительность 3-8 тыс. блоков в 1 ч.
Перфорация по месту корешковых сгибов выполняется специальным дисковым зубчатым ножом при упоре фальцуемой тетради о тупые близко расположенные диски. При заклейке корешка в машине КБС скрепление тетрадей блока между собой происходит по месту их соприкосновения, а скрепление внутренних листов тетрадей — по поверхности выфрезерованных участков или за счет проникания клея в расширившиеся при получении корешкового сгиба щели перфорации.
Основным его достоинствам можно отнести универсальность, то есть возможность работы с толстыми и тонкими тетрадями, отдельными листами, в том числе из разных материалов, по-разному скомбинированных. Пожалуй, никакой другой способ не может сравниться по своим возможностям с бесшвейным скреплением.
К другим достоинствам относятся возможность изготовления как небольших, так и очень больших тиражей, аккуратный внешний вид полученных блоков, достаточно легкая раскрываемость. Но все же, с точки зрения потребителя, у этого способа есть недостатки. При интенсивной эксплуатации, издание разваливается, кроме того, не лежит раскрытым на нужной странице. Не очень хорошо выглядят тонкие издания, скрепленные бесшвейным способом. Более того, они раскрываются еще хуже, чем толстые.
5) Шитье термонитью
Шитье тетрадей каталогов и брошюр термонитями — швейно-клеевое скрепление блоков позволяет сократить трудоемкую операцию потетрадного шитья блоков и вместе с тем получить высокую прочность готовой брошюры или рекламного каталога.
Шитье термонитями происходит в процессе фальцовки тетрадей перед последним сгибом. Первые сгибы тетрадей выполняются на обычных фальцевальных машинах, после чего блоки поступают в швейно-фальцевальный автомат, выполняющий шитье тетради по линии корешкового сгиба, и тетрадь дофальцовывается в специальной секции.
Швейно-фальцевальный автомат снабжен швейным аппаратом ротационного принципа, который скрепляет тетради в процессе их движения, поэтому нитяные скобы распределяются равномерно по всей длине корешкового сгиба.
Для шитья термонитями используются специальные двухкомпонентные вискозно-полипропиленовые нити, полипропиленовая составляющая которых при шитье играет роль термоклея, плавящегося при температуре свыше 220° С.
Дальнейшая обработка может происходить в автоматах КБС при отключенной фрезеровальной секции. После покрытья блоков обложкой и сушки (или охлаждения) обрезка с трех сторон выполняется обычным способом.
Вид скрепления, как шитье термонитями отличается от ниткошвейного способа лишь тем, что нитки не завязываются, а спаиваются. Не смотря на старания производителей способ не нашел соответственного применения, хотя должен был стать заменой шитью проволокой, значительно облегчить и удешевить скрепление самых разнообразных сортов бумаг.
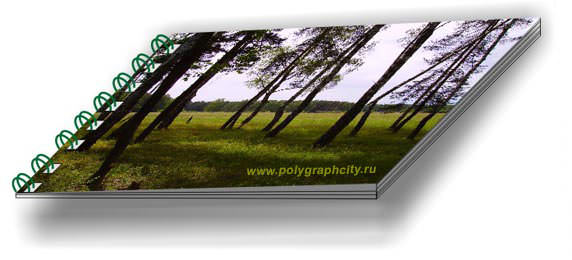
6) Скрепление на пружину (металлическую или пластиковую) обоймами из металла или пластмассы
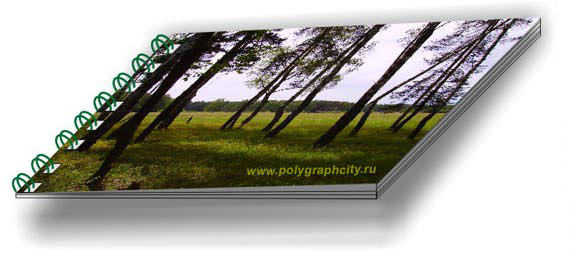
Технология довольно примитивная — сперва отдельные листы по 3-10 шт. в печке перфорируются. На специальном оборудовании пробиваются отверстия круглой или квадратной формы по всей длине корешка на расстоянии 5 мм от края корешка. Затем отперфорированные листы сбивают в готовые блоки, включая обложку и подложку. Далее в отверстия вставляют металлическую пружинку — обойму из металла и сжимают, так чтобы листы не смогли выскочить (см. Рис. № 7).
В зависимости от количества листов в блоке и толщины корешка, подбирают пружины различного диаметра, см. Табл. № 4.
{kind=link}
Таблица № 4. Диаметры металлических пружин WIRE-O — original JBI
| Металлические пружины | Размер в дюймах | Кол-во петель | Толщина блока, мм |
|---|---|---|---|
| Диаметр 4,8 мм | 3/16 | 34 | 3,2 |
| Диаметр 6,4 мм | 1/4 | 34 | 4,5 |
| Диаметр 7,9 мм | 5/16 | 34 | 6,4 |
| Диаметр 9,5 мм | 3/8 | 34 | 7,9 |
| Диаметр 11,1 мм | 7/16 | 34 | 9,5 |
| Диаметр 12,7 мм | 1/2 | 34 | 11 |
| Диаметр 14,3 мм | 9/16 | 34 | 12,7 |
Такой способ удобен при малых тиражах, когда требуется изготовить брошюры и каталоги от одного до 200 экземпляров. При больших тиражах, такой способ существенно проигрывает шитью проволокой в накидку или КБС, как по стоимости, так и по времени изготовления.
Единственным достоинством данного вида переплета является легкость вставок листов из самых различных материалов — картона, пластика, синтетических бумаг, кожи и т.д.
Скрепление брошюр или каталогов на металлическую пружину все чаще и чаще заменяют на другие виды переплета, а использование пластиковых пружин вообще не относится к типографским методам скрепления.
7) КШС — Клеевое швейное скрепление, ниткошвейное скрепление (книжный переплет)
Если коротко, то потетрадное шитье блоков нитками является традиционным способом скрепления книжных блоков: при этом способе скрепления каждая тетрадь прошивается хлопчатобумажными или капроновыми нитками, которые последовательно переходят в следующую тетрадь, пока не будет сшит весь блок. При этом способе сшиваются не только листы каждой тетради, но и тетради друг с другом.
Потетрадное шитье блоков может осуществляться на ниткошвейных автоматах, полуавтоматах или вручную.
При работе машины в корешковых сгибах делается 6-10 отверстий (в зависимости от высоты блока) прокалывающими иглами, а сам процесс шитья осуществляется комплектом игл, крючков и шиберов, перемещающих петлю нитки от иглы к крючку.
Ниткошвейный или книжный переплет в этой статье подробно рассматриваться не будет, так как такой вид не совсем оправдан для рекламной продукции. Стоимость затрат несоизмерима с продолжительностью жизни рекламной информации. А книжный переплет (само название говорит само за себя) рассчитан на многолетнюю эксплуатацию издания. В условиях же плотной конкуренции, компании и корпорации постоянно модернизируют и усовершенствуют товары и услуги, расширяют товарный ряд, расширяют ассортимент. В этих условиях, вкладывать средства в рекламное издание с продолжительным циклом жизни не целесообразно.
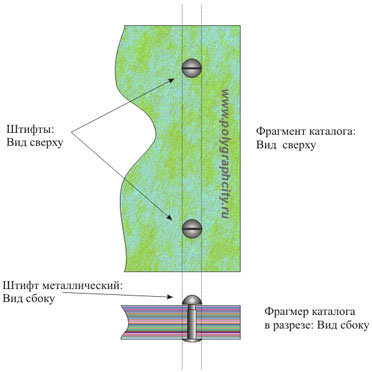
8) Скрепление каталогов и брошюр штифтами (скрепление каталогов и брошюр на винты), неразъемными клепками — скрепление винтами
Технология скрепления брошюр и каталогов на винты (штифты) довольно прост. В отпечатанных листах, включая обложку, проделывают два-три отверстия круглой формы. Отверстия можно делать как вырубкой со штампа, так и сверлением.
Готовые листы, обложку и подложку сбивают в брошюру или каталог, а в сквозные отверстия вставляют декоративные металлические или пластиковые винты и затягивают их.
В зависимости от толщины блока, определяют длину ножки болта, или неразъемной пластиковой клепки (Рис. №8, 9 и Табл. № 5).


| Материал болта | Высота ножки, мм | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| металлические | 3,5 | 5 | 7 | 10 | 15 | 20 | 25 | 30 | |||
| пластиковые | 5 | 7 | 10 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 |
| Клёпки пластиковые неразъемные, диаметр 5 мм | 3 | 5 | |||||||||
К достоинству данного вида переплета необходимо отнести простоту изготовления даже одного экземпляра. Такой вид брошюровки подразумевает под собой многократность сборки и разборки и вновь сборки. Эта возможность делает такой вид переплета каталогов уникальным. Возможность допечатывать новые листы в замен устаревшим или в добавлении к имеющим. Это преимущество очень удобно для фирм, которым требуются небольшие тиражи каталогов продукции, а товарный ряд постоянно расширяется в течение года 3-5 раз.
Естественно, если тиражи большие, такой способ из-за ручной сборки становится трудоемким, продолжительным и дорогостоящим.
К недостаткам следует отнести также плохую раскрываемость такого каталога, особенно если в блоке много листов большой плотности. Для того чтобы улучшить раскрываемость, необходимо каждый лист отбиговать вдоль корешка на расстоянии 5 — 10 мм.
Особенности подготовки оригинал-макета для каталогов и брошюр
При разработке концепции своего каталога или брошюры, следует:
- в целях предупреждения пробивания печатной краски выбирать такое расположение иллюстраций, чтобы рисунки, насыщенные красками темных тонов оказались совмещены с оборотными сторонами на полосах издания;
- чтобы ни красочные поверхности, ни участки, насыщенные краской, не были расположены в зоне перегиба. Таким образом, можно предупредить осыпание красочной пленки вдоль фальца;
- чтобы большие поверхности, насыщенные краской, не попали непосредственно в краевые зоны документа. В противном случае, нож бумагорезательной машины во время резки оторвет частицы краски, что может привести к загрязнению незапечатанных участков листа и плоскостей обреза;
- в целях предупреждения загрязнения незапечатанных мест (или текста), следует по мере возможности располагать иллюстрации и участки, насыщенные красками друг против друга;
- все важные информативные элементы текста и иллюстраций должны находиться на расстоянии 5 мм от края реза (от края обрезного формата);
- для каталогов и брошюр с клеевым бесшвейным скреплением все важные информативные элементы текста и иллюстраций должны находится от корешка на расстоянии 7 мм. Для ПЕРВОЙ и ПОСЛЕДНЕЙ полосы каталога, это расстояние от корешка должно быть 12 мм.
- Оптимальная кратность полос для блока формата А4:
- для машин А1 формата равняться 16 (пример: 48 полос + обложка)
- для машин А2 формата равняться 8 (пример: 40 полос+обл.)
- для машин А3 формата равняться 4
Надо помнить, что имеются понятия обрезного и дообзезного формата полосы или обложки. Обрезной формат равен размеру готового издания. Дообрезной формат больше на 10 мм по ширине и высоте. Пример: обрезной формат брошюры: 210 х 297 мм, тогда дообрезной формат каждой полосы и обложки будет равен: 220 х 307 мм
В оригинал-макете должны присутствовать поля на вылет 5 мм за обрезной формат с присутствием обрезных меток — толщиной 0,2 pt за полями на вылет
Макет разрабатывается и сдается в типографию только пополосно (постранично), включая обложку.
Разбежку в блоке и вставку макета корешка в обложку, как правило типографии делают сами (мы не исключение). Главное чтобы были предоставлены постраничные макеты полос и обложки и корешка.
ВАЖНО!
- Сумма по CMYK в цвете не должна превышать:
- немелованная бумага — не более 260%;
- мелованная матовая бумага — не более 320%;
- мелованная глянцевая весом до 70 г/м2 — не более 320 %;
- мелованная глянцевая бумага весом от 70 г/м2 — не более 320 %;
- Толщина линий не менее 0,2 pt;
- Разрешение иллюстраций = 300 dpi;
- Все файлы имеют названия в соответствии с № стр. (Blok_1 и т.д.);
- Нумерация файлов обложки (obl_1, obl_2, obl_3, obl_4);
- Оригинал-макеты принимаются в программах верстки или в eps, pdf — в кривых и с сохранением слоев;
- Файлы оригинал-макетов принимаются на CD, DVD;
- К оригинал-макету на CD, DVD обязательно прикладывается файл в JPG;
- К электронному оригинал-макету обязательно прикладывается цветная или черно-белая распечатка макета изделия, с подписью и печатью.
Смотрите остальные, общие требования к макетам.
Послепечатная отделка каталогов и брошюр
Мы в основном коснемся отделки обложек каталогов.
В качестве отделки используют:
- Выборочный УФ лак
- Ламинацию
- Тиснение
- Фигурную вырубку обложки
- Вырубка блока
Послепечатная отделка, разумеется, приводит к существенному удорожанию брошюр и каталогов, но зато достигается цель — получается неповторимые, яркие и запоминающиеся законченные рекламно-художественные решения, заметно выделяющие такой каталог от конкурентов.
Очень эффектно смотрится сочетание ламинированной поверхности с элементами тиснения фольгой (золотой, серебряной, цветной или голографической фольгой).

Хороший визуальный и эстетический результат дает комбинация ламинированной поверхности с выборочным УФ лаком, когда на глянцевую ламинацию ложится матовый выборочный УФ лак, и наоборот. Если правильно подобрать элементы под выборочный УФ лак, то эффект превзойдет все ожидания.
Эффектно смотрится обложка оформленная вырубным контуром (см. Рис. № 10). Задумываются две обложки — первая оформляется вырубным контуром (например елка), а на второй цельной обложке печатается серебряной краской снег на лапах елки.

Можно также оформлять вырубкой и блок — когда каждый раздел каталога продукции отделяют вырубкой под пальцы, для быстрого и легкого доступа к разделу (см. Рис. № 11).
Можно также пробовать сочетать несколько или все элементы послепечатного оформления — ламинацию, тиснение и выборочный УФ лак и вырубку. В этом случае, можно быть уверенным — второго такого дизайнерского решения уже не встретить и ваш каталог или брошюра разительным образом будет выделяться в ряду рекламных материалов конкурентов.
Определение некоторых понятий
БРОШЮРОВОЧНО-переплетные процессы — завершающие полиграфическое производство процессы, приводящие к получению из отпечатанных листов тетрадей, изданий, брошюр, журналов или книг в обложке или переплете. Включают фальцовку, подборку, шитье, или бесшвейное скрепление книжно-журнальных тетрадей, покрытие обложкой и др.
КЛЕЕВОЕ бесшвейное скрепление — скрепление клеем элементов книжного блока по корешку.
ТЕРМОКЛЕЙ — клеящая композиция, наносимая на материал в расплавленном состоянии при температуре более 100 °С и затвердевающая в течение 1-2 секунд после охлаждения. Используется при бесшвейном клеевом скреплении книжного блока, а также при скреплении термонитью, которыми прошиваются тетради.
ШИТЬЕ в накидку — сшивание проволокой блока через корешковый сгиб тетрадей, скомплектованных вкладкой или накидкой. В зависимости от толщины бумаги и возможностей швейного оборудования, в накидку сшивают до 96 страниц.
ШИТЬЕ в прострочку — шитье нитками по всей длине корешкового фальца тетрадей блока (малообъемных изданий), скомплектованного вкладкой. Этот вид шитья более прочен и долговечен в сравнении с шитьем внакидку, у которого проволока может заржаветь.
ШИТЬЕ в тачку — сшивание книжного блока проволокой по корешковому полю тетрадей, скомплектованных подборкой при толщине блока до 5-8 мм. Сшивать блок можно и нитками. Этот вид шитья не обеспечивает хорошую раскрываемость и применяется для изданий среднего объема, выпускаемых в обложке.
ФОРЗАЦ — сложенный пополам лист бумаги или оттиска (односгибная тетрадь), помещаемый между переплетной крышкой (обложкой) и блоком книги. Служит связующим звеном между книжным блоком и переплетной крышкой. Существует несколько видов форзацев. Наиболее часто применяется простой приклеенный форзац — односгибная тетрадь из специальной форзацной бумаги. В книгах большого объема (толщиной блока свыше 30 мм) применяют приклеенный форзац с окантовкой — полоской из бумаги или коленкора шириной 16-20 мм. Для малообъемных книг используют «свой» форзац.
На правах авторской собственности
коллектива ООО «ПОЛИГРАФ-СИТИ»
В статье были использованы материалы из книги Биткова К. М. «Бесшвейное скрепление книг», а также материалы сайта ООО «Берег»